Dalawang paraan ng pagproseso ng hypoid gears
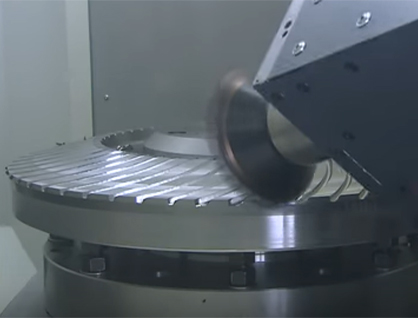
Anghypoid bevel gearay ipinakilala ng Gleason Work 1925 at binuo ng maraming taon. Sa kasalukuyan, maraming mga domestic equipment na maaaring iproseso, ngunit ang medyo mataas na katumpakan at high-end na pagproseso ay pangunahing ginawa ng mga dayuhang kagamitan na Gleason at Oerlikon . Sa mga tuntunin ng pagtatapos, mayroong dalawang pangunahing proseso ng paggiling ng gear at mga proseso ng lapping, ngunit ang mga kinakailangan para sa proseso ng pagputol ng gear ay iba . Para sa proseso ng paggiling ng gear, inirerekomenda ang proseso ng pagputol ng gear na gumamit ng face milling, at inirerekomenda ang proseso ng lapping. harapin ang hobbing .
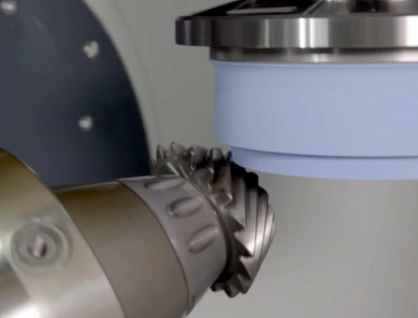
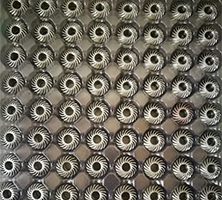
Angmga gearsna pinoproseso ng uri ng paggiling ng mukha ay mga tapered na ngipin, at ang mga gear na pinoproseso ng uri ng face hobbing ay pantay na taas na ngipin, ibig sabihin, ang mga taas ng ngipin sa malaki at maliit na dulong mga mukha ay pareho.
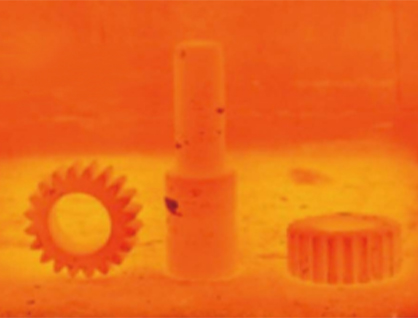
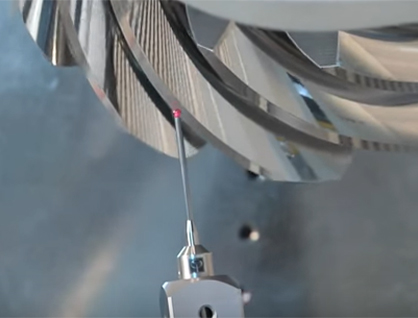
Ang karaniwang proseso ng pagproseso ay halos machining pagkatapos ng pre-heating, at pagkatapos ay tinatapos ang machining pagkatapos ng heat treat. Para sa uri ng face hobbing, kailangan itong lapped at itugma pagkatapos ng pag-init. Sa pangkalahatan, ang pares ng mga gear na pinagsama-sama ay dapat pa ring itugma kapag binuo sa ibang pagkakataon. Gayunpaman, sa teorya, ang mga gear na may teknolohiya sa paggiling ng gear ay maaaring gamitin nang walang pagtutugma. Gayunpaman, sa aktwal na operasyon, isinasaalang-alang ang impluwensya ng mga error sa pagpupulong at pagpapapangit ng system, ginagamit pa rin ang mode ng pagtutugma.